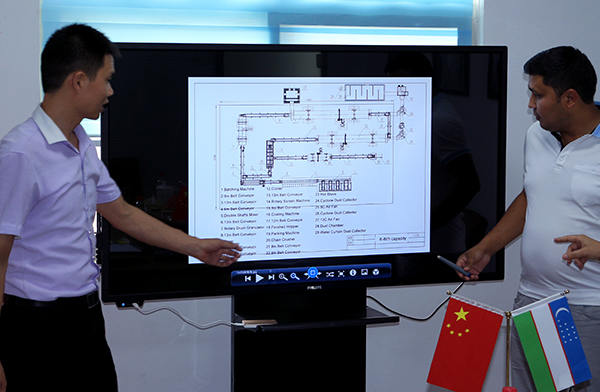
配料粉碎混合系统
本系统作用是将堆肥后的物料和氮磷钾无机肥料及其他添加物等各种原料按一定比例进行粉碎、配比和混合。根据多年经验,设备配套建议如下:采用立式粉碎机粉碎牛粪堆肥物不易粘壁,不易堵塞,多层紊流链锤结构改善粉碎性能;采用连续式自动配料系统适合有机肥原料的动态计量及配料控制;混合作业配置双轴连续式混合机,密封性好,粘湿物料不易在搅拌轴根部粘附。
制粒成型系统
本系统的作用是将粉碎配料混合完备后的物料制成颗粒。制粒适宜采用平模制粒机,其优点是:原料适应性广,尤其适合有机物料,对原料密度、原料水分要求宽泛,原料不需要烘干;压辊直径大,模板可正反双面使用,物料均布于压缩室内,造粒稳定,颗粒成型率高,成品颗粒外观均匀不易破碎;整个制粒成型过程不加水,节省后续颗粒烘干的成本;原料粉碎细度要求不高,制粒原料(堆肥后)一般不需细粉碎,细小石子能直接碾碎,不易堵塞压盘模孔。
筛分及回料系统
从制粒成型系统输出的颗粒料,粒径有一定差异,需要筛分分级。选用的回转式筛分机要求振动小,噪音低,换筛方便,且装有筛面清理装置。建议配备自动回料系统,筛分不合格的大、小颗粒物料,经过皮带提升机输送出来,重新粉碎后送至制粒机继续造粒,有助于提高有机肥生产线的连续作业能力。
颗粒烘干系统
本系统作用是将筛分后的颗粒进一步去除水分,达到有机肥含水率的标准要求。颗粒烘干一般采用三筒烘干机,烘干同时改善颗粒成型。 颗粒冷却系统 本系统的作用是实现烘干后颗粒物料的冷却,有助于颗粒储存保质。烘干机输出的热颗粒物料从上方进入到逆流冷却器内,干燥空气在冷却风机的作用下,由冷却器的下部进入,与由上部落下的湿热颗粒进行充分的冷热交换。经过冷却后,颗粒温度与环境温度之差小于5℃。具有气动系统控制的摆动式翻板卸料机构,卸料速度可调,卸料均匀、流畅。与滚筒冷却机冷却有机肥相比,逆流冷却器的优点是:占地少,价格低,冷却效果好。
成品打包系统
冷却后的颗粒物料,经过斗式提升机输送进入到成品仓内。颗粒物料通过自动打包秤,实现定量称量和包装。自动打包秤采用微电脑控制,可实现多量程的计量,具有称量精度高、自动夹包、缝包、自动去皮重和检测功能,其优点是人工打包所不能比拟的。